

Звук преобразуется из электрических, сигналов смещения, давления и других сигналов в вибрационные сигналы, которые должны реализовываться через диафрагму. Отличный материал диафрагмы должен обладать комплексными свойствами, такими как низкая плотность, высокая прочность, высокая жесткость, высокая скорость передачи вибрации и подходящая внутренняя потеря вибрации. Диафрагменные материалы из магниевого и магниевого сплава имеют низкую плотность, хорошую жесткость, умеренное демпфирование, а их плотность и удельный модуль значительно лучше, чем у алюминия, нержавеющей стали, титана и других металлических материалов.
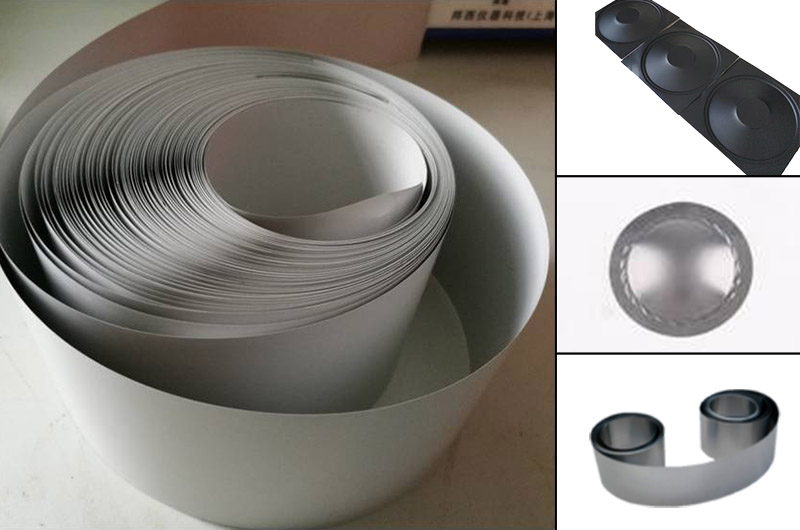
В августе 2018 года, оптимизировав конструкцию композиции магниево-литиевого сплава, контролируя плотность магниево-литиевого сплава и улучшая показатели его обработки, компания успешно подготовила сверхлегкую фольгированную катушку из магниево-литиевого сплава толщиной всего 0,014 мм валковым методом. Такую тонкую фольгу из магниевого сплава готовят впервые в Китае и даже в мире. Магниево-литиевый сплав имеет более высокий удельный коэффициент демпфирования и коэффициент внутреннего трения, что способствует рассеиванию энергии в процессе звуковой вибрации, улучшает стабильность оборудования и может достигать высокой точности в аудиоприложениях.
С 8 по 11 января 2019 года новая фольга из магниево-литиевого сплава, предоставленная компанией, использовалась клиентами, а новые аудиопродукты, обработанные компанией, сделали потрясающее появление на Международной выставке потребительской электроники в Лас-Вегасе, США, а вес был уменьшен примерно вдвое, общая чувствительность была улучшена на 1,5 ~ 2 дБ, которая была хорошо принята участниками и экспертами, показав превосходство аудиодиафрагмы из магниево-литиевого сплава для глобальных клиентов.

Изделия из пленочной пленки
2.4.1 Фольгированная проволока для пайки металла
Материал пайки из магниевого сплава
Как один из методов соединения материалов, пайка является точной технологией соединения в современных высоких технологиях и широко используется во многих отраслях промышленности. В паяльном присадочном металле в основном используются эвтектические сплавы, основные компоненты которых такие же, как и у основного металла.
Сварочные материалы являются присадочными материалами, необходимыми для пайки алюминиевых и магниевых сплавов и сварки плавлением, и являются одним из важных факторов, определяющих технологию сварки и качество сварки. Например, приготовление чистых сварочных материалов из алюминиевого и магниевого сплава с гладкой и яркой поверхностью, которые могут эффективно избегать адгезии загрязняющих веществ, могут улучшить качество сварных швов и уменьшить возникновение сварочных дефектов, таких как поры и включения сварных швов.
С масштабным применением сварных конструкций из алюминиевого и магниевого сплава в отечественных смежных отраслях промышленности резко возрос спрос на сварочные материалы из алюминиевого и магниевого сплавов. Согласно статистике, текущее внутреннее потребление сварочной проволоки из алюминиевого и магниевого сплава составляет почти 10 000 тонн, что составляет 1/3 от общего мирового спроса, занимая первое место в мире. Но на данный момент высококачественные сварочные материалы из алюминиевого и магниевого сплава почти полностью зависят от импорта.
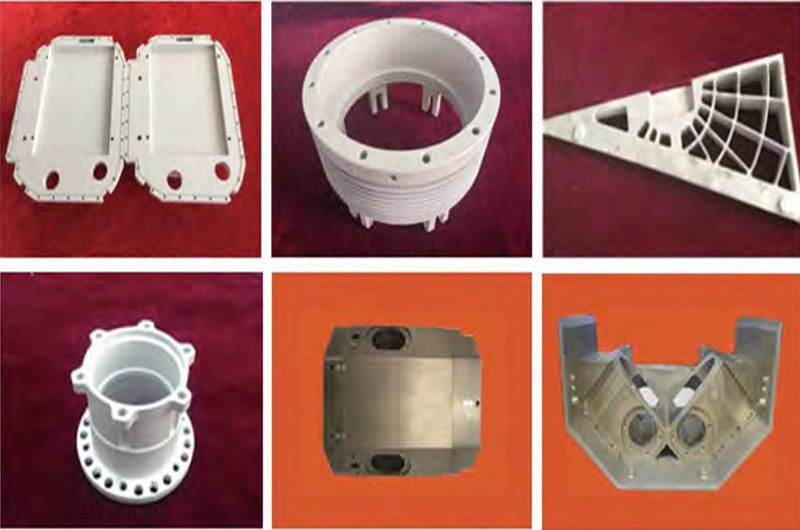
Компания разработала специальные паяльные материалы для алюминиевых и магниевых сплавов различных спецификаций с использованием процессов вакуумного литья, экструзии, прокатки и волочивания, нарушив зарубежную монополию. Основными спецификациями продукта являются фольга (0,01 ~ 0,08 мм) и сварочная проволока (1 ~ 4 мм). В дополнение к обычным материалам для пайки из алюминиевого и магниевого сплава, нестандартная паяльная фольга и сварочная проволока могут быть настроены в соответствии с потребностями клиента.
Состав и физические свойства нескольких паяных магниевых сплавов
|
АСТМ Марка сплава |
Ингредиенты (массовая доля, %) |
плотность/(g.cm-3) |
солидус/°C |
ликвидус/°C |
Диапазон температур пайки/°C |
|||||
|
Аль |
Зн |
Мн |
Zr |
Ре |
Мг |
|||||
|
AZ10A |
1.2 |
0.4 |
0.20 |
- |
- |
Рем |
1.75 |
632 |
643 |
582 ~616 |
|
AZ31B |
3.0 |
1.0 |
0.20 |
- |
- |
Рем |
1.77 |
566 |
627 |
582 ~593 |
|
АЗ63А |
6.0 |
3.0 |
0.25 |
- |
- |
Рем |
1.82 |
455 |
610 |
430 ~ 450 |
|
AZ91C |
8.7 |
0.7 |
0.20 |
- |
- |
Рем |
1.81 |
468 |
598 |
430 ~ 460 |
|
К1А |
- |
- |
- |
0.70 |
- |
Рем |
1.74 |
649 |
650 |
582 ~616 |
|
М1А |
- |
- |
1.20 |
- |
- |
Рем |
1.76 |
648 |
650 |
582 ~616 |
|
ЗЕ10А |
- |
1.2 |
- |
- |
0.17 |
Рем |
1.76 |
593 |
646 |
582 ~593 |
|
ЗК21А |
- |
2.3 |
- |
0.60 |
- |
Рем |
1.79 |
626 |
642 |
582 ~616 |
Примечание: 1. Содержание Mn является минимальным значением. 2. ASTM-Американское общество по испытаниям и материалам
Типичные механические свойства нескольких паяных магниевых сплавов
|
АСТМ Марка сплава |
Термообработки |
Предел текучести Re/Mpa |
прочность на растяжение Rm/Mpa |
Относительное удлинение A(%) |
|
AZ10A |
F |
145 |
241 |
10 |
|
AZ31B,C |
F |
193 |
262 |
14 |
|
AZ31B |
Н24 |
121 |
290 |
15 |
|
AZ31B |
O |
152 |
255 |
21 |
|
АЗ63А |
C |
145 |
225 |
66 |
|
AZ91C |
C |
145 |
225 |
6 |
|
К1А |
F |
55 |
159 |
14 |
|
М1А |
F |
138 |
234 |
9 |
|
М1А |
Н24 |
186 |
255 |
9 |
|
М1А |
O |
110 |
221 |
15 |
|
ЗЕ10А |
Н24 |
179 |
255 |
12 |
|
ЗЕ10А |
O |
138 |
228 |
23 |
|
ЗК21А |
F |
228 |
290 |
10 |
Примечание: F-as-образное состояние; H24 - неполный отжиг после трудового упрочнения для получения свойств, эквивалентных 1/2 твердого состояния; Закаленное состояние; C-casting
Состав и физические свойства промышленных металлов пайки из магниевого сплава
|
Марка сплава |
Состав (массовая доля, %) |
плотность/г.см-3 |
солидус /°С |
ликвидус/°C |
Диапазон температур пайки/°C |
||||||
|
Аль |
Зн |
Мн |
Cu |
Быть |
Ni |
другой |
|||||
|
БМг-1 |
8.3-9.7 |
1.7-2.3 |
0.15-0.5 |
0.05 |
0.0002-0.0008 |
0.005 |
0.3 |
1.83 |
443 |
599 |
599-616 |
|
БМг-2а |
11-13 |
4.5-5.5 |
- |
- |
0.0008 |
- |
0.3 |
2.10 |
410 |
565 |
570-595 |
|
МС3 |
8.3-9.7 |
1.6-2.4 |
0-0.1 |
0-0.25 |
0.0005 |
0-0.01 |
<0,3 |
1.83 |
443 |
599 |
605-615 |
Примечание: AWS – Американское общество сварки
Состав и физические свойства металла присадочного присадочного материала из магниевого сплава для низкотемпературной сварки
|
Марка сплава |
Состав (массовая доля, %)) |
плотность/(g.cm-3) |
солидус /°С |
ликвидус/°C |
Диапазон температур пайки/°C |
|||
|
Аль |
Зн |
Мн |
другой |
|||||
|
ГА432 |
2 |
55 |
- |
- |
4.7 |
330 |
360 |
495-505 |
|
П430Мг |
0.7-1.0 |
13-15 |
0.1-0.5 |
0.3 |
2.7 |
380 |
430 |
550-560 |
|
П380Мг |
2.0-2.5 |
23-25 |
0.1-0.5 |
0.3 |
3.0 |
340 |
380 |
480-500 |
|
П435Мг |
25-27 |
1-1.5 |
0.1-0.3 |
- |
2.1 |
435 |
520 |
520-560 |
|
П398Мг |
21-22 |
0.2-0.5 |
0.1-0.3 |
Кд25-26 |
3.7 |
398 |
415 |
430-500 |
